















































Proč se konstrukce během svařování „posouvá“? 6 příčin a způsoby, jak je eliminovat
Každý svářeč se alespoň jednou setkal se situací, kdy se dokonale připravená konstrukce po dokončení práce ukáže být daleko od očekávaných rozměrů. Posunuté díly, nesprávné úhlopříčky, dodatečné opravy a ztracený čas jsou problémy, které dokážou výrazně snížit efektivitu výroby. Přestože bývá často obviňován samotný proces svařování, zdroj problému se velmi často nachází mnohem dříve – ve fázi přípravy pracoviště, polohování dílů a jejich upínání.
Podívejte se na 7 nejčastějších příčin, kvůli kterým se konstrukce během svařování „posouvá“, a zjistěte, jak je lze účinně eliminovat.
1. Nesprávné určení referenčních bodů
Problémy s geometrií konstrukce často začínají ještě před vytvořením prvního svaru. I drobné chyby při ustavování jednotlivých dílů mohou vést k rozměrovým odchylkám, které budou patrné v pozdějších fázích výroby.
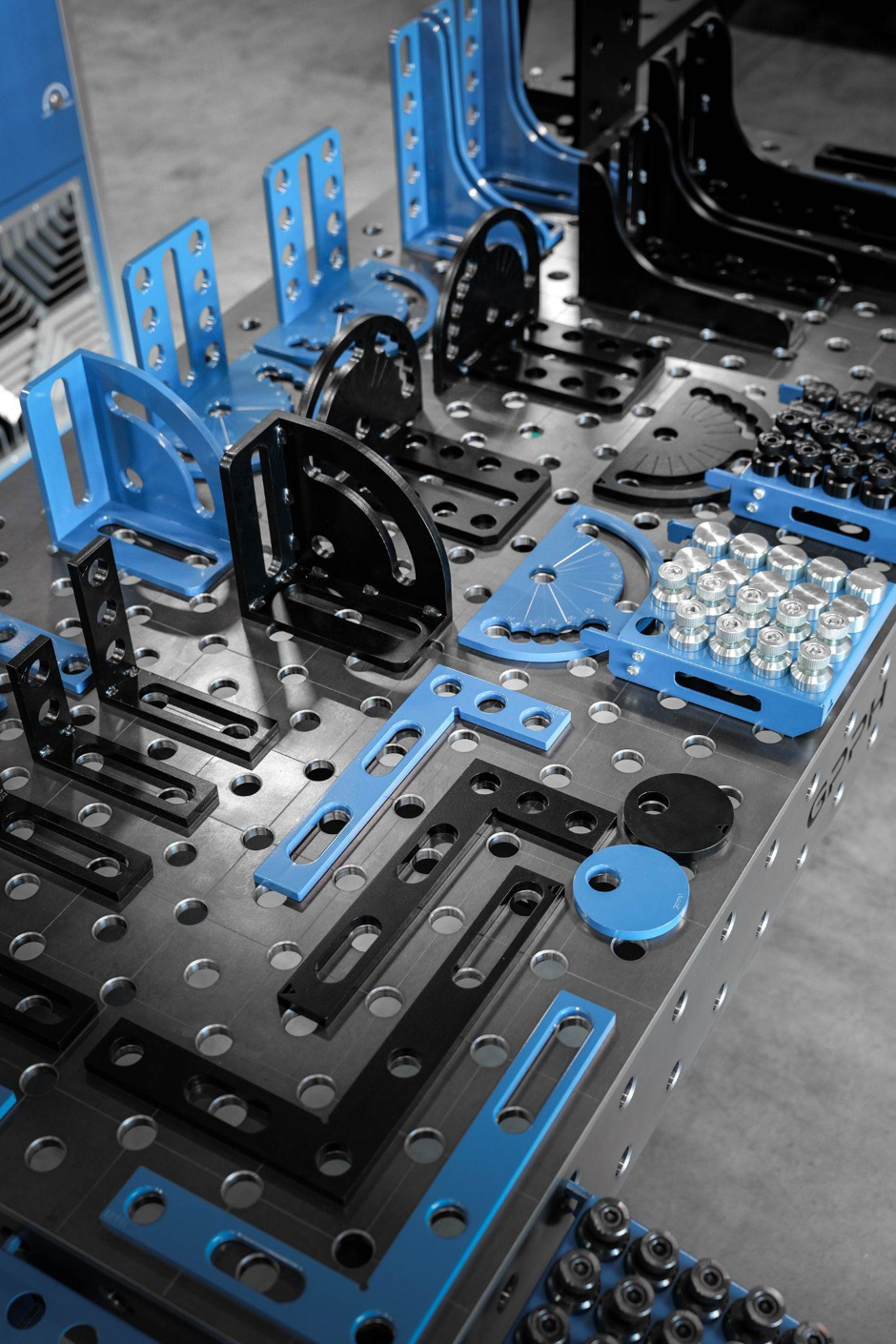
Proto je tak důležité používat správné referenční body a polohovací prvky. Dorazy, polohovací čepy, prizmatické podpěry nebo kotouče umožňují rychle určit správnou polohu dílu a zachovat opakovatelnost nastavení při dalších zakázkách. V systémech GPPH tyto prvky spolupracují se svařovacími stoly a vytvářejí stabilní základ pro další práci. Díky tomu se může obsluha soustředit na svařování namísto opakované kontroly a korekce polohy konstrukce.

2. Nedostatečné zajištění konstrukce
Správně ustavený díl je teprve polovina úspěchu. Během svařování je materiál vystaven vysokým teplotám a vznikající pnutí mohou způsobovat nekontrolované posuny jednotlivých prvků.
Aby se tomu zabránilo, je nutné použít vhodné upínací systémy. Svěrky, přítlačné lišty a upevňovací prvky umožňují udržet konstrukci v nezměněné poloze po celou dobu výrobního procesu. V závislosti na typu prováděné práce lze využívat jak rozsáhlá systémová řešení, tak novou řadu nástrojů SMART od společnosti GPPH. Díky široké nabídce příslušenství je možné rychle připravit pracoviště a účinně zajistit i složité konstrukce proti posunutí.
3. Nedostatečné podepření velkých dílů
Čím větší je konstrukce, tím důležitější je její správné podepření. Vyčnívající profily, dlouhé rámy nebo rozsáhlé ocelové konstrukce se mohou deformovat vlastní hmotností ještě před zahájením svařování.
Nedostatek vhodných opěrných bodů způsobuje, že je mnohem obtížnější zachovat správnou geometrii konstrukce, a i malé průhyby mohou vést k nutnosti pozdějších oprav.
V takových situacích se vyplatí dbát na vhodné vybavení pracoviště. V systémech GPPH se výborně osvědčují svařovací podpory TRESTLE, které umožňují stabilně podepřít prvky nacházející se mimo plochu stolu. Díky nastavitelné výšce a možnosti přizpůsobení různým konfiguracím pracoviště může obsluha bezpečně pracovat jak s malými díly, tak s velkorozměrovými konstrukcemi.

Důležitou roli hrají také prodloužení a montážní kostky, které umožňují vytvářet rozsáhlejší pracovní sestavy. Umožňují propojit prvky vybavení pracoviště a vytvářet dodatečné opěrné body přesně tam, kde jsou potřeba. Díky tomu se hmotnost konstrukce rozkládá rovnoměrně a riziko deformací způsobených nedostatečným podepřením je výrazně omezeno.
4. Nedostatečná opakovatelnost pracovního pracoviště
Při kusové výrobě mohou drobné rozdíly zůstat bez povšimnutí. U sériové výroby však záleží na každém milimetru. Pokud každá zakázka vyžaduje budování pracoviště od začátku, opětovné měření a nastavování všech prvků, zvyšuje se jak riziko chyb, tak i čas potřebný na přípravu výroby.
Proto hrají v profesionálních provozech stále důležitější roli systémové svařovací stoly, které umožňují rychle reprodukovat osvědčené pracovní konfigurace. Podle potřeb uživatele jsou stoly GPPH dostupné se třemi typy rastru otvorů: klasickým 100 x 100 mm, 50 x 50 mm a diagonálním rastrem.
Síť 100 x 100 mm představuje univerzální řešení, které se výborně osvědčuje při většině svařovacích a montážních prací. Pro uživatele, kteří očekávají větší počet upevňovacích bodů, je k dispozici diagonální síť, která umožňuje ještě přesnější polohování menších dílů a flexibilnější rozmístění příslušenství. Síť 50 x 50 mm byla naopak navržena s cílem maximálně využít pracovní plochu. Dodatečné otvory rozmístěné po 50 mm zvyšují počet dostupných referenčních bodů, usnadňují montáž příslušenství pod různými úhly a umožňují rychlejší přípravu složitějších konfigurací pracoviště.

Bez ohledu na zvolenou variantu může obsluha využívat stejné referenční body při dalších zakázkách a jednou připravené nastavení stolu, úhelníků, dorazů či svorek lze opakovaně reprodukovat. To se promítá nejen do vyšší přesnosti výroby, ale také do kratší doby přípravy pracoviště a větší opakovatelnosti celého výrobního procesu.
5. Nerovný pracovní povrch
Je to jeden z problémů, o kterém se mluví rozhodně příliš málo.
Pokud povrch stolu není dokonale rovný, je těžké očekávat, že hotová konstrukce bude plně odpovídat požadovaným rozměrům.
Proto je rovinnost stolu jedním z klíčových parametrů ovlivňujících kvalitu práce.
V případě svařovacích stolů GPPH EXPERT, PRO, PLUS činí rovinnost pouhých ≤0,15 mm na celé ploše stolu, u sérií ECO a SMART ≤0,3 mm na celé ploše desky, což umožňuje zachovat nejvyšší přesnost i při velmi náročných realizacích. Každý stůl navíc prochází kontrolou kvality před opuštěním výrobního závodu.
6. Používání náhodných řešení místo kompletního systému
Právě proto stále více firem opouští nahodile zvolená řešení ve prospěch kompletního pracovního systému. Správně nakonfigurované pracoviště není jen svařovací stůl, ale celý ekosystém produktů, které společně ovlivňují kvalitu, komfort a efektivitu práce.
V GPPH si uživatelé mohou vybírat ze široké nabídky svařovacích stolů přizpůsobených různým potřebám a rozpočtům – od sérií SMART a ECO přes PLUS a PRO až po nejpokročilejší řešení ze série EXPERT. Důležité je, že systém byl navržen tak, aby jednotlivé prvky mohly vzájemně spolupracovat a rozvíjet se společně s rostoucími požadavky výroby.
Pracoviště lze dále rozšiřovat o dodatečné příslušenství, úhelníky, svěrky, podpěry, montážní kostky nebo řešení zvětšující pracovní plochu. Uživatelé mají k dispozici také praktická vylepšení, jako jsou vozíky na nářadí, které pomáhají udržovat pořádek a zajišťují rychlý přístup k nejčastěji používanému příslušenství. Stále větší oblibě se těší také nová řada nástrojů SMART od společnosti GPPH. Díky využití technologie GasMix a výrobě na laseru o výkonu 20 kW získávají uživatelé přesné nástroje za velmi atraktivní cenu. Toto řešení umožňuje vybavit pracoviště profesionálním příslušenstvím pro polohování a upínání dílů při relativně nízkých nákladech.
Komplexní pracoviště však není jen svařovací stůl a příslušenství. Nabídka společnosti GPPH zahrnuje také systémy filtrace a ventilace, které pomáhají udržovat čisté a bezpečné pracovní prostředí, stejně jako svařovací chemii podporující přípravu, čištění a údržbu dílů a výrobních pracovišť.
Díky tomu uživatel nezískává pouze jednotlivý produkt, ale kompletní řešení, které lze rozšiřovat a přizpůsobovat měnícím se potřebám výroby. Neméně důležité je, že podpora společnosti GPPH nekončí nákupem – naši specialisté pomáhají s výběrem vybavení, rozšiřováním pracovišť i volbou dalších řešení, která umožňují ještě efektivněji organizovat výrobní proces.