















































Mengapa konstruksi “bergeser” saat pengelasan? 6 penyebab dan cara mengatasinya
Setiap juru las setidaknya pernah menghadapi situasi ketika konstruksi yang telah dipersiapkan dengan sempurna ternyata jauh dari dimensi yang diharapkan setelah pekerjaan selesai. Komponen yang bergeser, diagonal yang tidak sesuai, perbaikan tambahan, dan waktu yang terbuang adalah masalah yang dapat secara signifikan menurunkan efisiensi produksi. Meskipun proses pengelasan itu sendiri sering disalahkan, sumber masalahnya sangat sering ditemukan jauh lebih awal - pada tahap persiapan area kerja, penentuan posisi komponen, dan penjepitannya.
Pelajari 7 penyebab paling umum mengapa konstruksi “bergeser” saat pengelasan dan lihat bagaimana cara mengatasinya secara efektif.
1. Penentuan titik referensi yang tidak tepat
Masalah geometri konstruksi sering kali dimulai bahkan sebelum pengelasan pertama dilakukan. Kesalahan kecil saat memosisikan komponen dapat menyebabkan penyimpangan dimensi yang akan terlihat pada tahap produksi berikutnya.
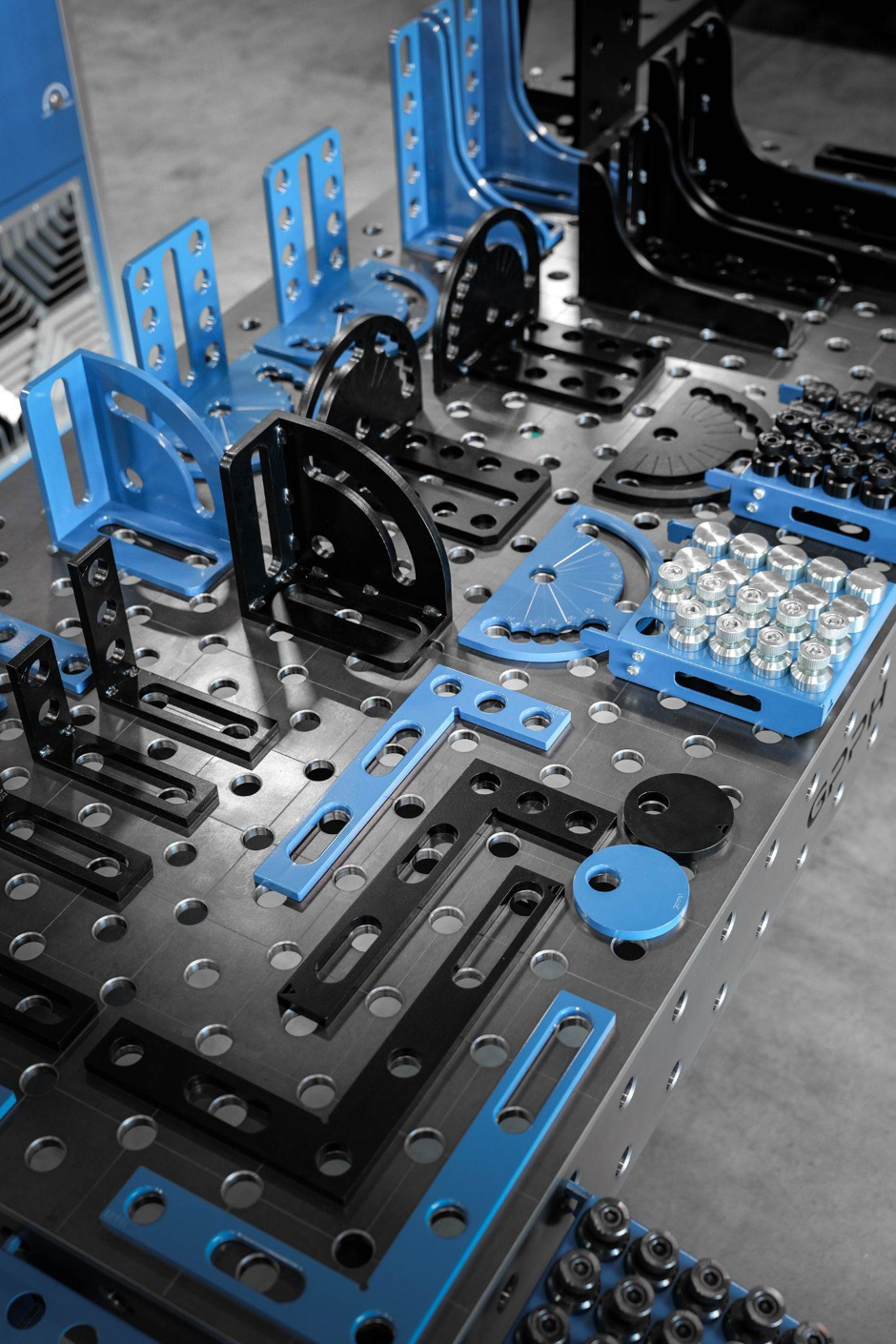
Karena itu, penggunaan titik referensi dan elemen pemosisian yang tepat sangatlah penting. Stopper, pin pemosisian, prisma, dan cakram memungkinkan penentuan posisi komponen yang benar dengan cepat serta menjaga konsistensi pengaturan pada proyek-proyek berikutnya. Dalam sistem GPPH, elemen-elemen ini bekerja bersama meja las untuk menciptakan dasar yang stabil bagi proses kerja selanjutnya. Dengan demikian, operator dapat fokus pada pengelasan daripada terus-menerus memeriksa dan mengoreksi posisi konstruksi.

2. Fiksasi konstruksi yang tidak memadai
Komponen yang diposisikan dengan benar hanyalah setengah dari keberhasilan. Selama proses pengelasan, material terpapar suhu tinggi dan tegangan yang muncul dapat menyebabkan pergeseran komponen yang tidak terkendali.
Untuk mencegah hal ini, diperlukan penggunaan sistem penjepitan yang tepat. Klem, batang penekan, dan elemen pengikat memungkinkan konstruksi tetap berada pada posisi yang sama selama seluruh proses produksi. Bergantung pada jenis pekerjaan yang dilakukan, dapat digunakan baik solusi sistem yang lengkap maupun lini alat SMART terbaru dari GPPH. Berkat beragam aksesori yang tersedia, area kerja dapat dipersiapkan dengan cepat dan bahkan konstruksi yang rumit dapat diamankan secara efektif dari pergeseran.
3. Penyangga yang tidak memadai untuk komponen berukuran besar
Semakin besar konstruksinya, semakin penting penggunaan penyangga yang tepat. Profil yang menonjol, rangka panjang, atau konstruksi baja berukuran besar dapat mengalami deformasi akibat beratnya sendiri bahkan sebelum proses pengelasan dimulai.
Kurangnya titik penyangga yang memadai membuat menjaga geometri yang tepat menjadi jauh lebih sulit, dan bahkan lendutan kecil sekalipun dapat menyebabkan perlunya perbaikan pada tahap berikutnya.
Dalam situasi seperti ini, penting untuk memastikan area kerja dilengkapi dengan peralatan yang tepat. Dalam sistem GPPH, penopang las TRESTLE merupakan solusi yang sangat efektif untuk menopang komponen yang berada di luar permukaan meja secara stabil. Berkat ketinggian yang dapat disesuaikan dan kemampuannya beradaptasi dengan berbagai konfigurasi area kerja, operator dapat bekerja dengan aman baik pada komponen kecil maupun konstruksi berukuran besar.

Ekstensi dan blok pemasangan juga memainkan peran penting karena memungkinkan pembuatan konfigurasi kerja yang lebih kompleks. Komponen ini memungkinkan penggabungan berbagai elemen peralatan kerja serta pembuatan titik penyangga tambahan tepat di lokasi yang dibutuhkan. Dengan demikian, beban konstruksi terdistribusi secara merata dan risiko deformasi akibat penyangga yang tidak memadai dapat dikurangi secara signifikan.
4. Kurangnya konsistensi pengaturan area kerja
Dalam produksi satuan, perbedaan kecil mungkin tidak terlihat. Namun dalam produksi massal, setiap milimeter sangat berarti. Jika setiap proyek memerlukan pembangunan ulang area kerja dari awal, pengukuran ulang, dan penyesuaian ulang semua komponen, maka risiko kesalahan maupun waktu persiapan produksi akan meningkat.
Karena itu, meja las sistem modular memainkan peran yang semakin penting di bengkel profesional karena memungkinkan konfigurasi kerja yang telah terbukti dapat direplikasi dengan cepat. Sesuai kebutuhan pengguna, meja GPPH tersedia dengan tiga jenis pola lubang: pola klasik 100 x 100 mm, 50 x 50 mm, dan pola diagonal.
Pola lubang 100 x 100 mm merupakan solusi universal yang sangat cocok untuk sebagian besar pekerjaan pengelasan dan perakitan. Bagi pengguna yang membutuhkan lebih banyak titik penjepitan, tersedia pola diagonal yang memungkinkan pemosisian komponen kecil dengan lebih presisi serta penempatan aksesori yang lebih fleksibel. Sementara itu, pola 50 x 50 mm dirancang untuk memaksimalkan pemanfaatan permukaan kerja. Lubang tambahan yang ditempatkan setiap 50 mm meningkatkan jumlah titik referensi yang tersedia, memudahkan pemasangan aksesori pada berbagai sudut, dan memungkinkan persiapan konfigurasi kerja yang lebih kompleks dengan lebih cepat.

Terlepas dari varian yang dipilih, operator dapat menggunakan titik referensi yang sama untuk proyek-proyek berikutnya, dan pengaturan meja, siku, stopper, atau penjepit yang telah dibuat sekali dapat direproduksi berulang kali. Hal ini tidak hanya meningkatkan akurasi pekerjaan, tetapi juga mempersingkat waktu persiapan area kerja serta meningkatkan konsistensi seluruh proses produksi.
5. Permukaan kerja yang tidak rata
Ini adalah salah satu masalah yang masih terlalu jarang dibahas.
Jika permukaan meja tidak benar-benar rata, sulit untuk mengharapkan konstruksi yang telah selesai memiliki akurasi dimensi yang sempurna.
Oleh karena itu, kerataan meja merupakan salah satu parameter utama yang memengaruhi kualitas pekerjaan.
Pada meja las GPPH EXPERT, PRO, dan PLUS, tingkat kerataan mencapai hanya ≤0,15 mm di seluruh permukaan meja, sedangkan pada seri ECO dan SMART mencapai ≤0,3 mm di seluruh permukaan meja kerja, sehingga memastikan presisi maksimum bahkan untuk aplikasi yang paling menuntut. Selain itu, setiap meja menjalani pemeriksaan kualitas sebelum meninggalkan fasilitas produksi.
6. Menggunakan solusi seadanya alih-alih sistem yang lengkap
Itulah sebabnya semakin banyak perusahaan meninggalkan solusi yang dipilih secara acak dan beralih ke sistem kerja yang lengkap. Area kerja yang dikonfigurasi dengan baik bukan hanya sebuah meja las, melainkan seluruh ekosistem produk yang bersama-sama meningkatkan kualitas, kenyamanan, dan produktivitas kerja.
Di GPPH, pengguna dapat memilih dari berbagai macam meja las yang disesuaikan dengan kebutuhan dan anggaran yang berbeda – mulai dari seri SMART dan ECO, melalui PLUS dan PRO, hingga solusi paling canggih dalam seri EXPERT. Yang terpenting, sistem ini dirancang agar setiap komponennya dapat bekerja sama dan berkembang seiring dengan kebutuhan produksi.
Area kerja dapat diperluas dengan berbagai aksesori tambahan, siku las, penjepit, penopang las, blok perakitan, serta solusi yang meningkatkan luas permukaan kerja. Pengguna juga dapat memanfaatkan berbagai peningkatan praktis, seperti troli perkakas, yang membantu menjaga kerapian dan memberikan akses cepat ke aksesori yang paling sering digunakan. Minat terhadap lini alat SMART terbaru dari GPPH juga terus meningkat. Berkat penggunaan teknologi GasMix dan proses produksi dengan laser 20 kW, pengguna memperoleh alat presisi dengan harga yang sangat menarik. Solusi ini memungkinkan area kerja dilengkapi dengan aksesori profesional untuk pemosisian dan penjepitan komponen dengan biaya yang relatif rendah.
Area kerja yang lengkap bukan hanya terdiri dari meja las dan perlengkapannya. Penawaran GPPH juga mencakup sistem filtrasi dan ventilasi yang membantu menjaga lingkungan kerja tetap bersih dan aman, serta bahan kimia pengelasan yang mendukung proses persiapan, pembersihan, dan perawatan komponen maupun area produksi.
Dengan demikian, pengguna tidak hanya mendapatkan satu produk, tetapi solusi lengkap yang dapat dikembangkan dan disesuaikan dengan kebutuhan produksi yang terus berubah. Yang tidak kalah penting, dukungan GPPH tidak berakhir setelah pembelian – para spesialis kami membantu dalam pemilihan peralatan, pengembangan area kerja, serta pemilihan solusi tambahan yang memungkinkan proses produksi diorganisasi dengan lebih efisien.