W wielu warsztatach stół spawalniczy traktowany jest wyłącznie jako blat roboczy. Tymczasem w nowoczesnym procesie produkcyjnym to element systemu, który ma bezpośredni wpływ na czas realizacji, powtarzalność konstrukcji i komfort pracy spawacza. Źle ustawiony lub źle dobrany stół nie tylko spowalnia pracę, ale bardzo często generuje błędy, które wychodzą dopiero na etapie montażu lub kontroli jakości.
Na podstawie rozmów z użytkownikami oraz doświadczeń z wdrożeń stanowisk spawalniczych można wyróżnić pięć błędów, które pojawiają się najczęściej.
1. Brak prawidłowego wypoziomowania stołu – albo brak stołu w ogóle
Pierwszym i najbardziej podstawowym błędem jest brak prawidłowego wypoziomowania stołu. Nawet niewielkie odchylenia mają ogromne znaczenie przy dłuższych konstrukcjach, ramach czy elementach przestrzennych. Jeżeli stół nie stanowi idealnie równej bazy odniesienia, cała konstrukcja zaczyna „uciekać”, a spawacz traci czas na ciągłe korygowanie położenia detali.
W praktyce spotyka się również jeszcze gorszą sytuację – spawanie bez stołu, bezpośrednio na posadzce lub prowizorycznych podkładach. Taka praca całkowicie eliminuje punkt odniesienia, uniemożliwia precyzyjne pozycjonowanie elementów i znacząco zwiększa ryzyko błędów geometrycznych. To rozwiązanie, które może sprawdzić się jedynie przy najprostszych pracach, ale w produkcji seryjnej lub konstrukcyjnej prowadzi do strat czasu i jakości.
Stoły spawalnicze GPPH projektowane są z myślą o zachowaniu bardzo wysokiej tolerancji płaskości na całej powierzchni blatu. Jednak pełne wykorzystanie tej precyzji jest możliwe tylko wtedy, gdy stół zostanie poprawnie wypoziomowany i osadzony na stabilnym podłożu. Właśnie dlatego regulowane stopy oraz masywna konstrukcja nóg są tak istotnym elementem całego systemu.

Warto dodać, że w przypadku większości serii stołów GPPH tolerancja płaskości wynosi ≤ 0,3 mm na całej powierzchni blatu. Dla serii SMART, jako ekonomicznej alternatywy, tolerancja ta wynosi ≤ 0,5 mm, co nadal zapewnia stabilną i przewidywalną bazę do większości prac spawalniczych.
2. Niewłaściwe wykorzystanie systemu otworów i brak odniesienia do osi
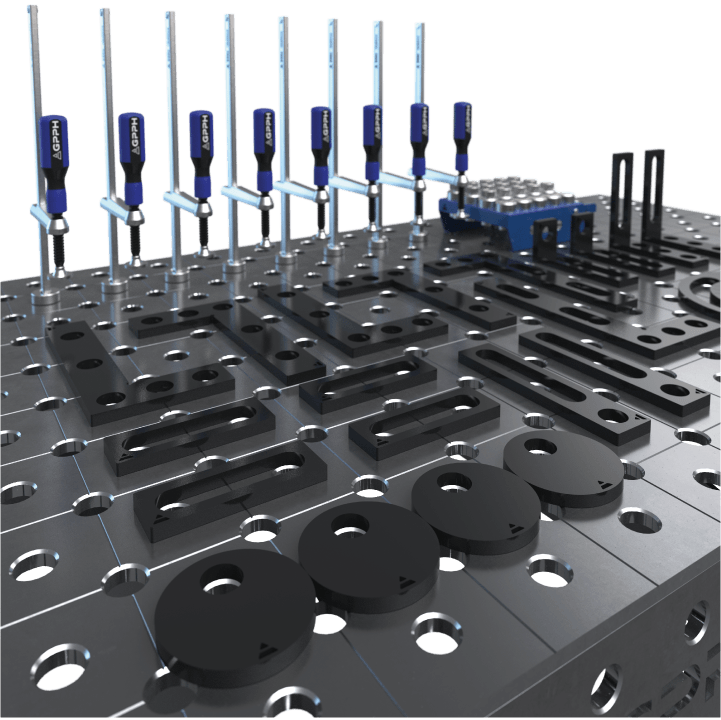
Drugim częstym problemem jest niewłaściwe wykorzystanie systemu otworów. Wielu użytkowników posiada stoły z gęstą siatką otworów, ale nie korzysta z niej w sposób świadomy. Elementy są ustawiane „na oko”, bez odniesienia do osi, podziałki czy punktów bazowych, co skutkuje brakiem powtarzalności i koniecznością każdorazowego „ustawiania od nowa”.
Systemy otworów stosowane w stołach GPPH – zarówno w siatce 100×100, 50×50, jak i diagonalnej – zostały zaprojektowane po to, aby skrócić czas pozycjonowania i umożliwić szybkie, powtarzalne ustawianie konstrukcji. Grawerowana podziałka na blacie dodatkowo ułatwia pracę i pozwala traktować stół jako precyzyjne narzędzie pomiarowe, a nie tylko powierzchnię roboczą.
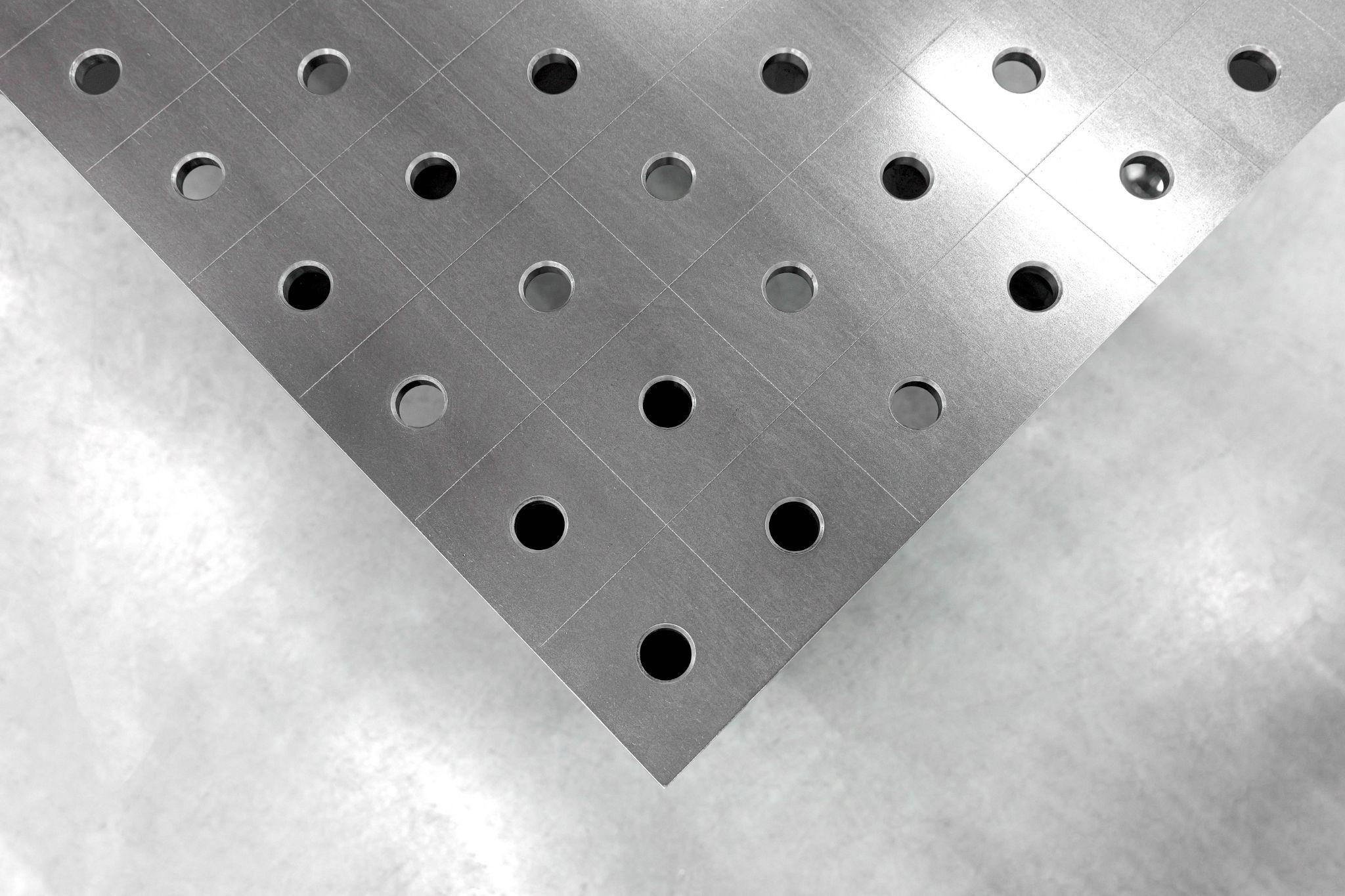
Istotną rolę odgrywają tu również frezowane i fazowane otwory. Zapewniają one precyzyjne osadzanie trzpieni i narzędzi, eliminują luzy oraz ułatwiają szybki montaż i demontaż elementów mocujących. To detale, które w codziennej pracy realnie skracają czas przygotowania stanowiska.
3. Zbyt mała liczba punktów mocowania detalu
W wielu warsztatach detale są łapane „tym, co akurat jest pod ręką”, często w minimalnej liczbie punktów. Tymczasem podczas spawania materiał pracuje, nagrzewa się i generuje naprężenia, które bez odpowiedniego prowadzenia sił powodują przestawianie elementów już w trakcie wykonywania spoin.
Narzędzia GPPH – w tym zaciski, trzpienie i elementy pozycjonujące – projektowane są pod konkretne średnice otworów i serie stołów. Dzięki temu tworzą spójny układ, który pozwala precyzyjnie ustawić detal i utrzymać jego pozycję przez cały proces spawania. Zamiast improwizacji pojawia się kontrola: odpowiednie rozłożenie punktów docisku, powtarzalne pozycjonowanie oraz stabilność konstrukcji. To bezpośrednio przekłada się na jakość wykonywanej konstrukcji ograniczenie odkształceń i realną oszczędność czasu na każdym etapie produkcji.
4. Brak myślenia o stole jako o bazie do rozbudowy stanowiska
Czwarty błąd polega na postrzeganiu stołu spawalniczego jako rozwiązania jednorazowego, a nie jako bazy roboczej.W praktyce często spotyka się podejście, w którym stół funkcjonuje jako odizolowany element stanowiska – bez możliwości rozbudowy, łączenia z innymi stołami czy wykorzystania dodatkowych komponentów wspierających proces spawania.Przy większych lub bardziej złożonych konstrukcjach szybko ujawniają się ograniczenia takiego podejścia. Brak podpór spawalniczych,kostek, przedłużeń czy systemów łączenia wymusza dzielenie projektów na etapy albo pracę w niewygodnych pozycjach. To wydłuża czas realizacji i zwiększa ryzyko błędów geometrycznych oraz utraty powtarzalności.
Stoły spawalnicze GPPH projektowane są jako elementy systemowe. Mogą współpracować z podporami spawalniczymi TRESTLE, łącznikami, stołami modułowymi oraz systemami szyn SLIDE SYSTEM. Dzięki temu stanowisko można elastycznie dopasować do aktualnego projektu – zamiast naginać projekt do ograniczeń stołu. Takie podejście porządkuje proces, skraca czas pracy i zwiększa elastyczność produkcji.

5. Nieuporządkowane stanowisko pracy
Piąty błąd to brak realnej organizacji stanowiska pracy. Gdy narzędzia nie mają swojego miejsca, zaciski lądują na blacie roboczym, a spawacz co chwilę przerywa pracę, żeby czegoś poszukać, proces zaczyna tracić płynność. Każda taka przerwa to strata czasu, ale też utrata rytmu pracy i koncentracji, które w spawaniu mają bezpośredni wpływ na jakość wykonania.
Dobrze zaprojektowane stanowisko eliminuje te problemy u źródła. Systemowe szuflady, półki dolne czy kompletne stacje spawalnicze pozwalają zintegrować stół z narzędziami i akcesoriami, zamiast odkładać je „gdziekolwiek”. Gdy wszystko ma swoje miejsce i znajduje się w zasięgu ręki, spawacz może skupić się na pracy, a nie na organizowaniu przestrzeni w trakcie procesu.
Uniknięcie tych pięciu błędów nie wymaga rewolucji, lecz zmiany podejścia. Kluczem jest traktowanie stołu spawalniczego nie jako przypadkowego blatu, ale jako podstawy całego procesu. Stabilne wypoziomowanie, świadome wykorzystanie systemu otworów, odpowiednie narzędzia mocujące, możliwość rozbudowy stanowiska oraz porządek w organizacji pracy składają się na spójne rozwiązanie dla spawalnictwa. Właśnie w ten sposób projektowane są rozwiązania GPPH – tak, aby stół spawalniczy był realnym wsparciem produkcji, a nie źródłem ograniczeń. To najprostsza droga do szybszej pracy, większej powtarzalności i lepszej jakości konstrukcji.