Di banyak bengkel, meja las diperlakukan hanya sebagai permukaan kerja. Dalam proses produksi modern, meja ini merupakan bagian dari sistem yang memiliki dampak langsung terhadap waktu penyelesaian, konsistensi konstruksi, dan kenyamanan kerja tukang las. Meja yang disetel dengan tidak benar atau dipilih secara tidak tepat tidak hanya memperlambat pekerjaan, tetapi juga sering menimbulkan kesalahan yang baru terlihat pada tahap perakitan atau kontrol kualitas.
Berdasarkan percakapan dengan pengguna serta pengalaman dari penerapan stasiun kerja pengelasan, dapat diidentifikasi lima kesalahan yang paling sering terjadi.
1. Tidak adanya perataan meja yang benar - atau bahkan tidak adanya meja sama sekali
Kesalahan pertama dan paling mendasar adalah tidak adanya perataan meja yang benar. Bahkan penyimpangan kecil memiliki dampak besar pada konstruksi yang lebih panjang, rangka, atau elemen tiga dimensi. Jika meja tidak menjadi dasar referensi yang benar-benar rata, seluruh konstruksi mulai “bergeser”, dan tukang las kehilangan waktu untuk terus-menerus mengoreksi posisi komponen.
Dalam praktiknya, juga ditemui situasi yang lebih buruk – pengelasan tanpa meja, langsung di lantai atau di atas penyangga sementara. Cara kerja seperti ini sepenuhnya menghilangkan titik referensi, membuat penempatan komponen secara presisi menjadi tidak mungkin, dan secara signifikan meningkatkan risiko kesalahan geometris. Solusi ini hanya dapat diterapkan pada pekerjaan paling sederhana, tetapi dalam produksi seri atau konstruksi menyebabkan hilangnya waktu dan kualitas.
Meja las GPPH dirancang untuk mempertahankan toleransi kerataan yang sangat tinggi di seluruh permukaan meja. Namun, pemanfaatan penuh dari presisi ini hanya dapat dicapai jika meja diratakan dengan benar dan ditempatkan di atas permukaan yang stabil. Oleh karena itu, kaki yang dapat disesuaikan serta konstruksi kaki yang kokoh merupakan elemen yang sangat penting dari keseluruhan sistem.

Perlu dicatat bahwa pada sebagian besar seri meja GPPH, toleransi kerataan adalah ≤ 0,3 mm di seluruh permukaan meja. Untuk seri SMART, sebagai alternatif ekonomis, toleransi ini adalah ≤ 0,5 mm, yang tetap memberikan dasar yang stabil dan dapat diprediksi untuk sebagian besar pekerjaan pengelasan.
2. Pemanfaatan sistem lubang yang tidak tepat dan tidak adanya referensi terhadap sumbu
Masalah umum kedua adalah pemanfaatan sistem lubang yang tidak tepat. Banyak pengguna memiliki meja dengan pola lubang yang rapat, tetapi tidak menggunakannya secara sadar. Komponen ditempatkan “berdasarkan perkiraan”, tanpa referensi ke sumbu, skala, atau titik dasar, yang mengakibatkan kurangnya konsistensi dan perlunya “mengatur ulang dari awal” setiap kali.
Sistem lubang yang digunakan pada meja GPPH – baik dalam pola 100x100, 50x50 maupun tata letak diagonal – dirancang untuk mempercepat proses penentuan posisi dan memungkinkan pengaturan konstruksi yang cepat serta konsisten. Skala terukir pada permukaan meja semakin memudahkan pekerjaan dan memungkinkan meja diperlakukan sebagai alat ukur yang presisi, bukan sekadar permukaan kerja.
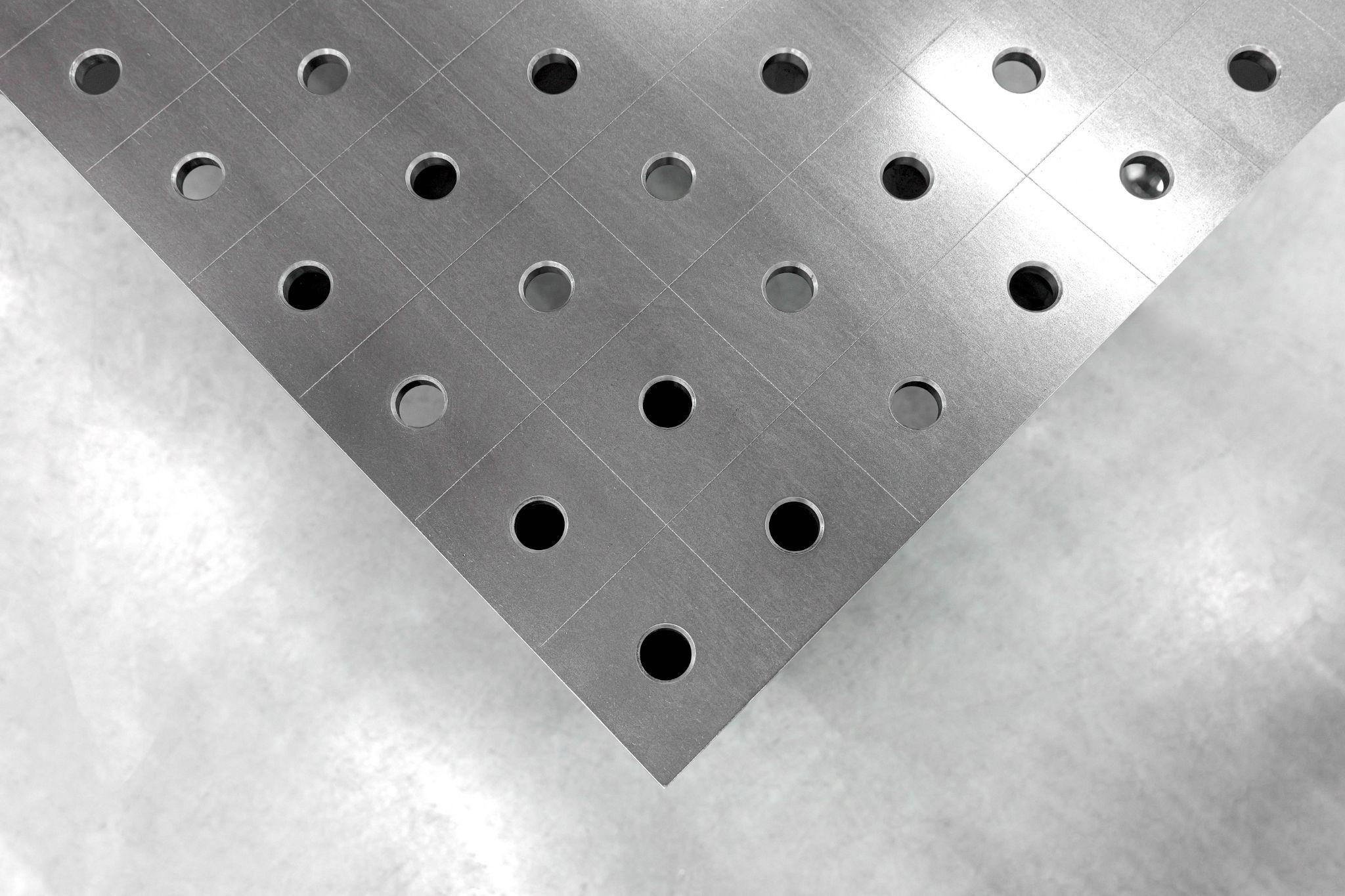
Lubang yang difrais dan diberi chamfer juga memegang peranan penting. Lubang ini memastikan penempatan pin dan alat secara presisi, menghilangkan kelonggaran, serta memudahkan pemasangan dan pelepasan elemen penjepit dengan cepat. Ini adalah detail yang dalam pekerjaan sehari-hari benar-benar memperpendek waktu persiapan stasiun kerja.
3. Jumlah titik penjepitan komponen yang terlalu sedikit
Di banyak bengkel, komponen dijepit menggunakan “apa pun yang tersedia”, sering kali dengan jumlah titik penjepitan yang minimal. Namun selama pengelasan, material memanas, bergerak, dan menghasilkan tegangan yang tanpa pengendalian gaya yang tepat menyebabkan pergeseran komponen уже selama proses pengelasan.
Peralatan GPPH – termasuk klem, pin, dan elemen pemosisian – dirancang untuk diameter lubang dan seri meja tertentu. Dengan demikian, peralatan ini membentuk sistem yang terpadu, memungkinkan penempatan komponen secara presisi dan mempertahankan posisinya selama seluruh proses pengelasan. Alih-alih improvisasi, yang muncul adalah kontrol: distribusi titik tekan yang tepat, pemosisian yang konsisten, dan stabilitas struktur. Hal ini secara langsung berdampak pada kualitas konstruksi, pengurangan deformasi, serta penghematan waktu yang nyata di setiap tahap produksi.
4. Tidak memandang meja sebagai basis untuk pengembangan stasiun kerja
Kesalahan keempat adalah memandang meja las sebagai solusi sekali pakai, bukan sebagai basis kerja. Dalam praktiknya, sering dijumpai pendekatan di mana meja berfungsi sebagai elemen terisolasi dari stasiun kerja – tanpa kemungkinan pengembangan, penggabungan dengan meja lain, atau penggunaan komponen tambahan yang mendukung proses pengelasan. Pada konstruksi yang lebih besar atau lebih kompleks, keterbatasan pendekatan ini dengan cepat menjadi jelas. Kurangnya penyangga las, blok, ekstensi, atau sistem penghubung memaksa proyek dibagi menjadi beberapa tahap atau dikerjakan dalam posisi yang tidak nyaman. Hal ini memperpanjang waktu pelaksanaan dan meningkatkan risiko kesalahan geometris serta hilangnya konsistensi.
Meja las GPPH dirancang sebagai komponen sistem. Meja ini dapat bekerja bersama penyangga las TRESTLE, elemen penghubung, meja modular, dan sistem rel SLIDE SYSTEM. Dengan demikian, stasiun kerja dapat disesuaikan secara fleksibel dengan proyek yang sedang dikerjakan – bukan memaksakan proyek agar sesuai dengan keterbatasan meja. Pendekatan ini menata proses, mempercepat waktu kerja, dan meningkatkan fleksibilitas produksi.

5. Stasiun kerja yang tidak tertata
Kesalahan kelima adalah kurangnya pengaturan stasiun kerja yang nyata. Ketika alat tidak memiliki tempatnya sendiri, klem diletakkan di atas meja kerja, dan tukang las terus-menerus menghentikan pekerjaan untuk mencari sesuatu, proses kehilangan kelancarannya. Setiap gangguan seperti ini berarti pemborosan waktu, serta hilangnya ritme kerja dan konsentrasi yang dalam pengelasan berdampak langsung pada kualitas hasil pekerjaan.
Stasiun kerja yang dirancang dengan baik menghilangkan masalah-masalah ini sejak awal. Laci sistem, rak bawah, atau stasiun pengelasan lengkap memungkinkan integrasi meja dengan alat dan aksesori, alih-alih meletakkannya “di mana saja”. Ketika semuanya memiliki tempatnya masing-masing dan berada dalam jangkauan tangan, tukang las dapat fokus pada pekerjaan, bukan pada pengaturan ruang selama proses berlangsung.
Menghindari kelima kesalahan ini tidak memerlukan revolusi, melainkan perubahan pendekatan. Kuncinya adalah memperlakukan meja las bukan sebagai permukaan kerja biasa, tetapi sebagai fondasi seluruh proses. Perataan yang stabil, penggunaan sistem lubang secara sadar, alat penjepit yang tepat, kemungkinan perluasan stasiun kerja, serta organisasi kerja yang rapi membentuk solusi pengelasan yang menyeluruh. Dengan cara inilah solusi GPPH dirancang – agar meja las menjadi dukungan nyata bagi produksi, bukan sumber keterbatasan. Ini adalah jalan paling sederhana menuju pekerjaan yang lebih cepat, konsistensi yang lebih tinggi, dan kualitas konstruksi yang lebih baik.