Нитрирани заваръчни маси: негативни факти, които трябва да знаете!
Статията се основава на научни изследвания, представени в статията Degradation of the nitrided layer of steel under the action of welding spatter and electric arc seizures
Резултатите са публикувани в списание Welding Technology Review www.pspaw.pl – Vol. 96, 2024, str. 155-160Автори: Aleksander Orłowicz1, Dariusz Pająk2, Paulina Sobolewska3, Tomasz Galek4
Можете да видите оригиналната статия на полски език и нейния превод на английски език в края на тази статия.
Има ли смисъл от азотиране на заваръчни маси? Резултатите от изследването са ясни.
Азотирането е процес, който според теорията подобрява твърдостта и износоустойчивостта на стоманените повърхности. Поради тази причина някои производители започнаха да прилагат този метод при заваръчните маси с надеждата да ги направят по-дълготрайни. Последните проучвания обаче показват, че на практика азотирането на заваръчни маси е не само неефективно и скъпо, но дори и вредно за издръжливостта на повърхността на заваръчната маса.
Защо азотирането работи?
Азотирането включва въвеждане на азот в стоманени повърхности, за да се увеличи тяхната твърдост. Процесът изглеждаше привлекателен за компаниите, които искаха да направят заваръчните маси по-устойчиви на натрошаване и повреди. Проблемът обаче се състои в това, че въпреки теоретичните предимства, нитридираното покритие не работи добре на практика в условията на заваряване, тъй като високите температури са пагубни за него..
Какво показват проучванията?
Тестовете показват, че анитрираната повърхност, въпреки по-голямата си твърдост, е много крехка, когато е изложена на горещи пръски и електрическа дъга. Когато е изложен на топлина, слоят бързо се напуква и отлепва, повреждайки заваръчната маса. Основният проблем е, че азотирането прониква в горния слой на материала и го запълва до такава плътност, че пречи на правилното топлинно разширение. Резултатът е пукнатини вследствие на високата температура, тъй като материалът не може да се разшири правилно. Това може да се обясни с локално бързо увеличаване на стойността на линейния коефициент на термично разширение в областта, където според литературата вече са налице натискови напрежения. Това води до пълно разрушаване на азотирания слой. Такава маса ще работи добре само при операции, които не внасят топлина в горния слой на масата.
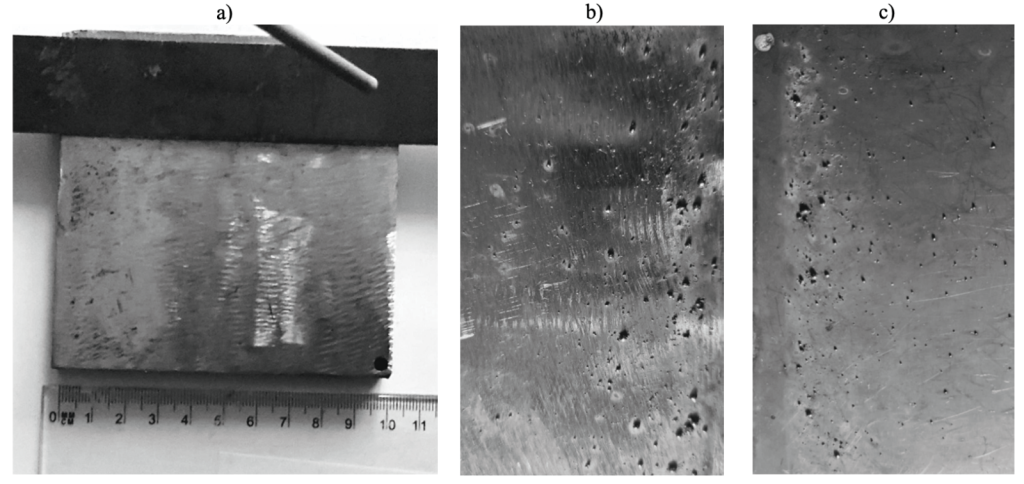
На фигура 2 е показано сравнение между азотирани и неазотирани повърхности след излагане на заваръчни пръски. Ясно се вижда, че азотираната повърхност, въпреки теоретичната си твърдост, претърпява значително по-големи повреди. (Чертежи, предоставени от статията, стр. 157)
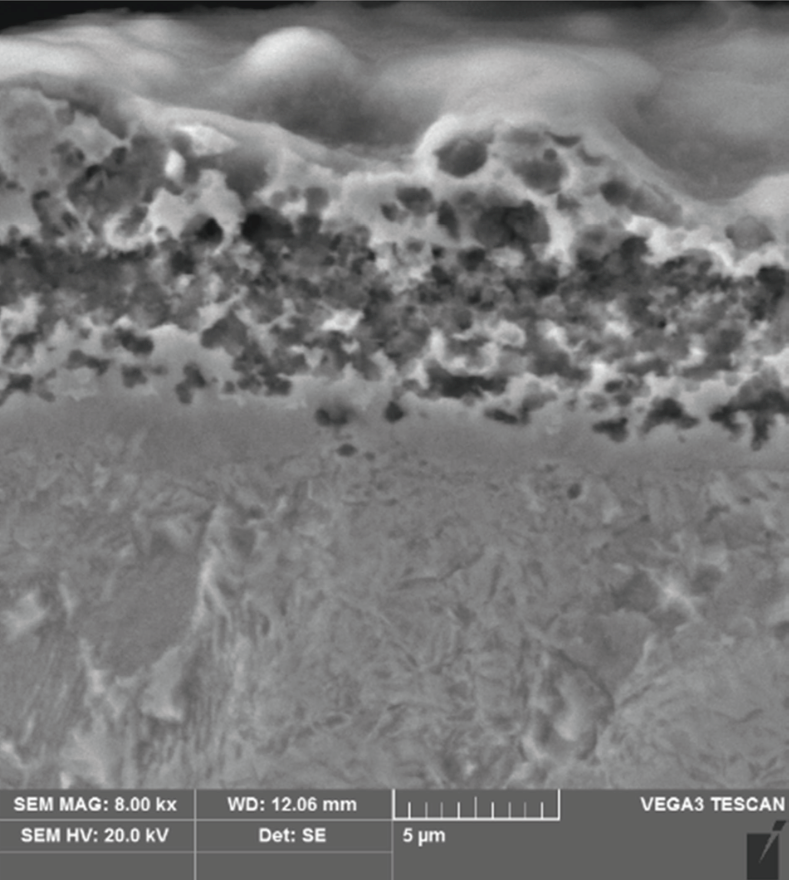
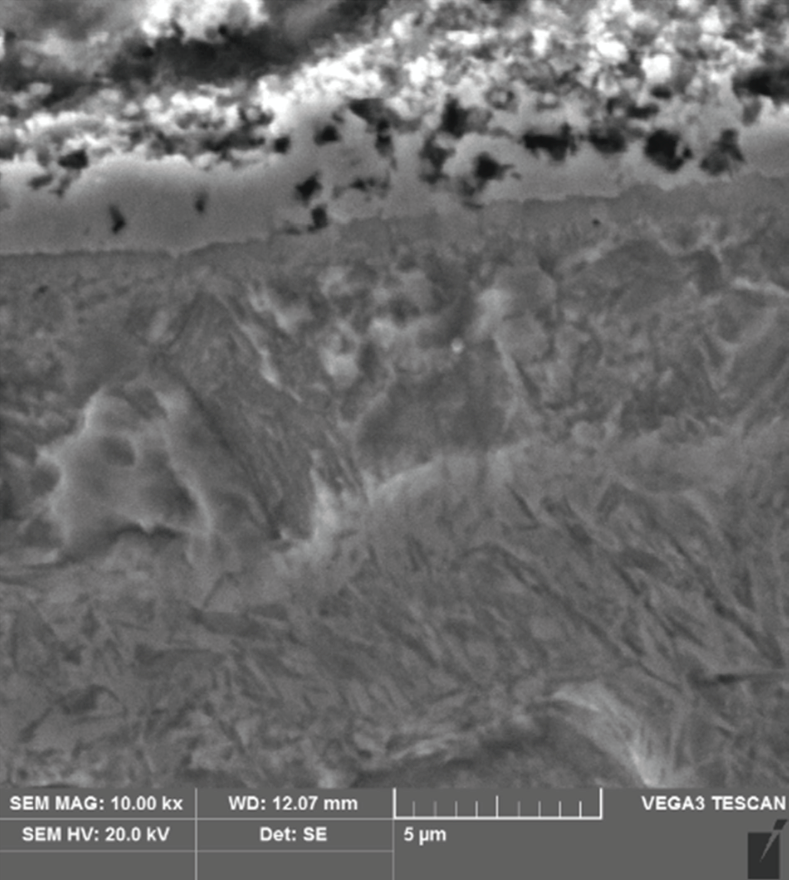
На фигурите по-долу (фиг. 4 и фиг. 5) са показани ефектите от заваръчните пръски върху азотираната повърхност, където се виждат ясно изразени пукнатини, разпадане и отлепване на слоя. (Чертежи, предоставени от статията, стр. 158)
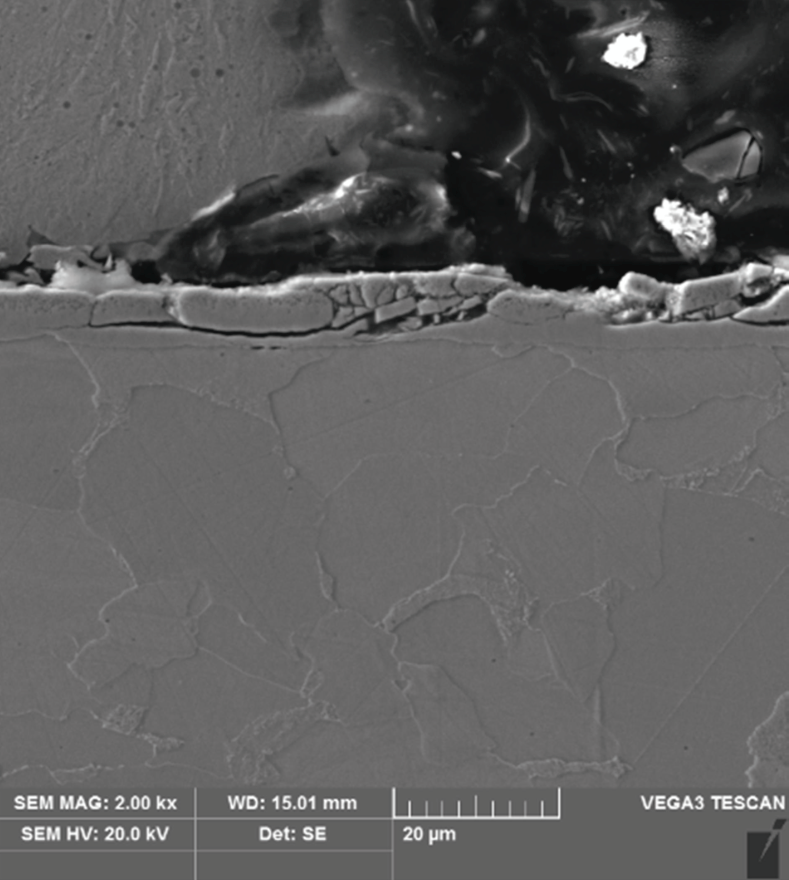
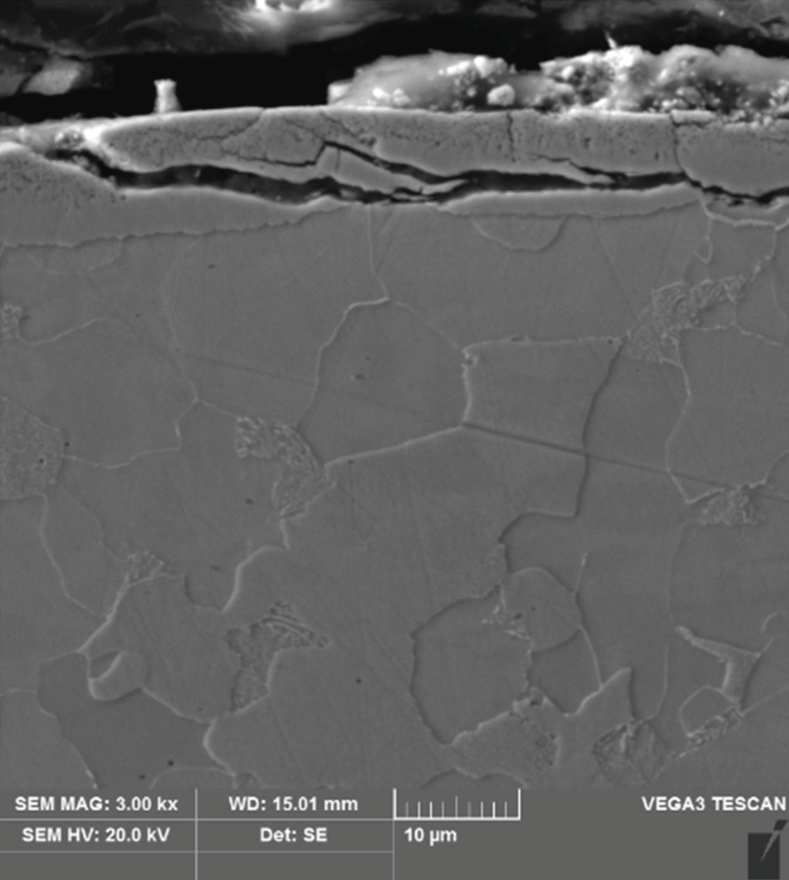
Проучванията показват, че температурата на заваръчните пръски води до бърза деструкция наанитрираната повърхност. На свой ред електрическата дъга причинява разрушаване на нитридите, поради което твърдата повърхност става пореста и не изпълнява функцията си.
Проучванията показват, че температурата на заваръчните пръски води до бърза деструкция наанитрираната повърхност. На свой ред електрическата дъга причинява разрушаване на нитридите, поради което твърдата повърхност става пореста и не изпълнява функцията си.
Азотирани заваръчни маси - повече проблеми, отколкото ползи.
Въпреки че на пръв поглед азотирането изглежда разумно, на практика азотираният слой е твърде крехък, за да издържи на тежките условия на заваряване. Наместо да предпазва масата, той се напуква под въздействието на топлината и пръските.
Нитридираният слой не прави заваръчните маси устойчиви на деградиращото въздействие на заваръчните пръски и задирания. В резултат на топлинното въздействие на капките течен метал в азотирания слой се образуват напречни пукнатини, надлъжни пукнатини и разслояване. В процеса на отстраняване на пръските фрагменти от азотирания слой се отлепват от зоните, където той се е разрушил.
Изводи за клиентите
Ако искате трайна маса за заваряване, по-добре е да избягвате моделите с азотно покритие. Въпреки че този процес обещава твърдост и устойчивост, в действителност тези маси бързо се разрушават при заваряване. Наместо да надплащате за азотиране, си струва да инвестирате в здрави заваръчни маси без този слой. Масите, изработени от здрава стомана, без ненужни допълнителни покрития, ще се представят по-добре в тежки условия на заваряване и са по-устойчиви на топлина и повреди. Единственият начин да се предотврати залепването на пръски е да се използва доказан химикал против пръски.
- mgr inż. Aleksander Orłowicz, alekorlowicz[at]gmail.com ↩︎
- Rzeszow University of Technology, Poland; mgr inż. Dariusz Pająk, pajak[at]prz.edu.pl ↩︎
- Rzeszow University of Technology, Poland; dr inż. Tomasz Galek, t.galek[at]prz.edu.pl ↩︎
- Rzeszow University of Technology, Poland; dr inż. Paulina Sobolewska, psobolew[at]prz.edu.pl ↩︎