У багатьох майстернях зварювальний стіл розглядається виключно як робоча поверхня. В сучасних виробничих процесах це елемент системи, який безпосередньо впливає на терміни виконання, повторюваність конструкцій і комфорт роботи зварювальника. Неправильно налаштований або невдало підібраний стіл не лише уповільнює роботу, але й дуже часто спричиняє помилки, які виявляються лише на етапі монтажу або контролю якості.
На основі розмов з користувачами та досвіду впровадження зварювальних робочих місць можна виокремити п’ять помилок, які трапляються найчастіше.
1. Відсутність правильного вирівнювання столу - або повна відсутність столу
Першою і найосновнішою помилкою є відсутність правильного вирівнювання столу. Навіть незначні відхилення мають велике значення для довших конструкцій, рам або просторових елементів. Якщо стіл не є ідеально рівною базою відліку, вся конструкція починає «зміщуватися», а зварювальник витрачає час на постійне коригування положення деталей.
На практиці трапляється й ще гірша ситуація – зварювання без столу, безпосередньо на підлозі або на тимчасових підкладках. Така робота повністю усуває точку відліку, унеможливлює точне позиціонування елементів і значно підвищує ризик геометричних помилок. Це рішення може бути придатним лише для найпростіших робіт, але в серійному або конструкційному виробництві призводить до втрат часу та якості.
Зварювальні столи GPPH проєктуються з урахуванням дуже високої допуску площинності по всій поверхні стільниці. Однак повноцінне використання цієї точності можливе лише за умови правильного вирівнювання столу та встановлення його на стабільну основу. Саме тому регульовані опори та масивна конструкція ніжок є таким важливим елементом усієї системи.

Варто зазначити, що для більшості серій столів GPPH допуск площинності становить ≤ 0,3 mm по всій поверхні стільниці. Для серії SMART, як економічної альтернативи, цей допуск становить ≤ 0,5 mm, що все одно забезпечує стабільну та передбачувану основу для більшості зварювальних робіт.
2. Неправильне використання системи отворів і відсутність прив’язки до осей
Другою поширеною проблемою є неправильне використання системи отворів. Багато користувачів мають столи з густою сіткою отворів, але не використовують її свідомо. Елементи встановлюються «на око», без прив’язки до осей, шкал або базових точок, що призводить до відсутності повторюваності та необхідності щоразу «налаштовувати все заново».
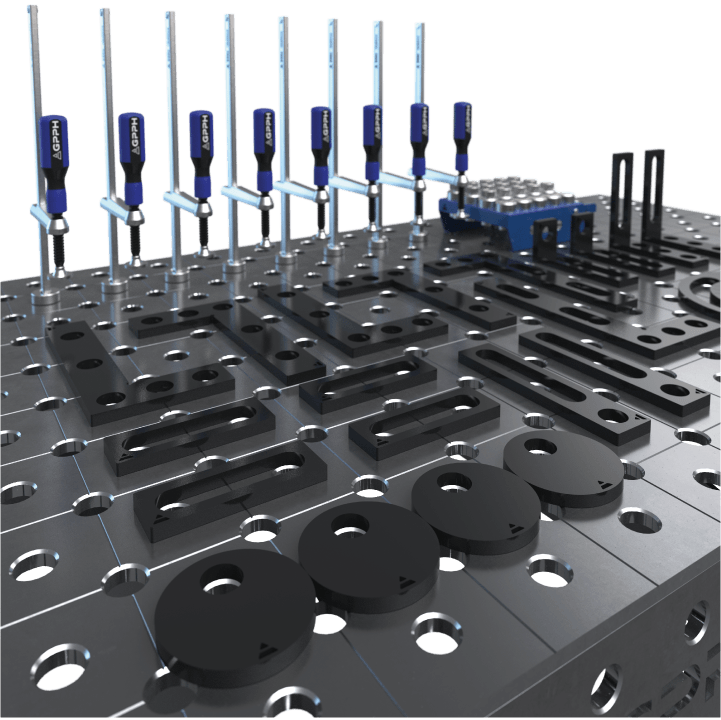
Системи отворів, що застосовуються у столах GPPH – як у сітці 100x100, 50x50, так і в діагональному розташуванні – були спроєктовані з метою скорочення часу позиціонування та забезпечення швидкого й повторюваного встановлення конструкцій. Гравійована шкала на стільниці додатково полегшує роботу та дозволяє розглядати стіл як точний вимірювальний інструмент, а не лише робочу поверхню.
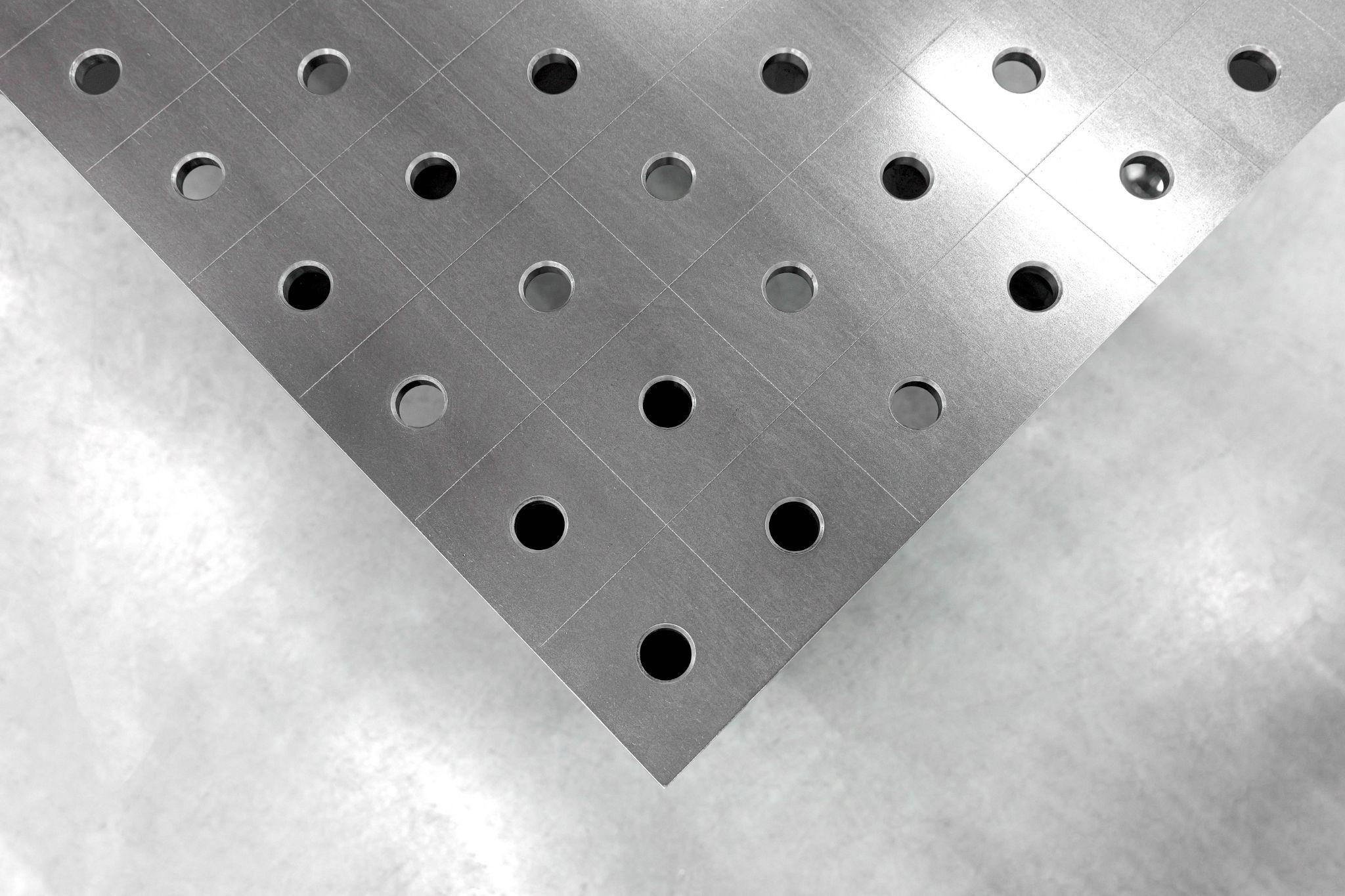
Важливу роль тут також відіграють фрезеровані та фасковані отвори. Вони забезпечують точне встановлення штифтів і інструментів, усувають люфти та полегшують швидкий монтаж і демонтаж кріпильних елементів. Це деталі, які в щоденній роботі реально скорочують час підготовки робочого місця.
3. Занадто мала кількість точок кріплення деталі
У багатьох майстернях деталі фіксуються «тим, що є під рукою», часто з мінімальною кількістю точок. Під час зварювання матеріал нагрівається, деформується й утворює напруження, які без належного керування силами спричиняють зміщення елементів уже в процесі виконання швів.
Інструменти GPPH – зокрема затискачі, штифти та елементи позиціонування – проєктуються під конкретні діаметри отворів і серії столів. Завдяки цьому вони утворюють узгоджену систему, яка дозволяє точно встановити деталь і зберігати її положення протягом усього процесу зварювання. Замість імпровізації з’являється контроль: правильний розподіл точок притиску, повторюване позиціонування та стабільність конструкції. Це безпосередньо впливає на якість виробу, зменшення деформацій і реальну економію часу на кожному етапі виробництва.
4. Відсутність сприйняття столу як бази для розширення робочого місця
Четверта помилка полягає у сприйнятті зварювального столу як одноразового рішення, а не як робочої бази. На практиці часто зустрічається підхід, коли стіл функціонує як ізольований елемент робочого місця – без можливості розширення, з’єднання з іншими столами чи використання додаткових компонентів для підтримки процесу зварювання. Для більших або складніших конструкцій обмеження такого підходу швидко стають очевидними. Відсутність зварювальних опор, блоків, подовжувачів або систем з’єднання змушує ділити проєкти на етапи або працювати в незручних положеннях. Це подовжує час виконання та підвищує ризик геометричних помилок і втрати повторюваності.
Зварювальні столи GPPH проєктуються як системні елементи. Вони можуть працювати разом із зварювальними опорами TRESTLE, з’єднувальними елементами, модульними столами та рейковими системами SLIDE SYSTEM. Завдяки цьому робоче місце можна гнучко адаптувати до поточного проєкту – замість того щоб підганяти проєкт під обмеження столу. Такий підхід впорядковує процес, скорочує час роботи та підвищує гнучкість виробництва.

5. Неупорядковане робоче місце
П’ята помилка — це відсутність реальної організації робочого місця. Коли інструменти не мають свого місця, затискачі опиняються на робочій поверхні, а зварювальник постійно перериває роботу, щоб щось знайти, процес втрачає плавність. Кожна така перерва — це втрата часу, а також ритму роботи й концентрації, які у зварюванні безпосередньо впливають на якість виконання.
Добре спроєктоване робоче місце усуває ці проблеми ще на початковому етапі. Системні шухляди, нижні полиці або повноцінні зварювальні станції дозволяють інтегрувати стіл з інструментами та аксесуарами, замість того щоб складати їх «деінде». Коли все має своє місце і знаходиться під рукою, зварювальник може зосередитися на роботі, а не на організації простору під час процесу.
Уникнення цих п’яти помилок не потребує революції, а лише зміни підходу. Ключовим є сприйняття зварювального столу не як випадкової робочої поверхні, а як основи всього процесу. Стабільне вирівнювання, свідоме використання системи отворів, відповідні затискні інструменти, можливість розширення робочого місця та впорядкована організація праці формують цілісне рішення для зварювання. Саме так проєктуються рішення GPPH – щоб зварювальний стіл був реальним інструментом підтримки виробництва, а не джерелом обмежень. Це найпростіший шлях до швидшої роботи, вищої повторюваності та кращої якості конструкцій.