















































Galite turėti patyrusį suvirintoją. Galite dirbti su aukštos kokybės medžiaga. Galite naudoti patikrintus įrankius.
Ir vis tiek po surinkimo konstrukcija neišlaiko kampo, „pabėga“ per įstrižaines arba reikalauja korekcijų. Tokiose situacijose dažniausiai problemos ieškome suvirinimo technologijoje, srovės parametruose arba taškinių suvirinimų eiliškume. Tačiau labai dažnai problemos šaltinis yra daug arčiau – pačiame viso proceso pagrinde. Suvirinimo stale.
Ir tiksliau: vienoje detalėje.
Stalo paviršiaus lygumas - geometrijos pagrindas
Svarbiausias suvirinimo stalo elementas yra jo lygumas. Būtent jis lemia, ar konstrukcija bus surinkta idealia geometrija jau surinkimo etape.
Jeigu stalo paviršius turi nuokrypių, net ir minimalių, detalės tvirtinimo metu yra šiek tiek „priverčiamos“. Spaustuvai prispaudžia detalę prie paviršiaus, kuris nėra idealiai lygus. Dėl to konstrukcijoje atsiranda įtempimai dar prieš atliekant pirmąją siūlę. Atlaisvinus spaustuvus, konstrukcija grįžta į savo natūralią padėtį – ir staiga paaiškėja, kad kampas jau nebėra 90°, o įstrižainės nesutampa.
Profesionaliuose suvirinimo staluose lygumo tolerancija siekia net ≤0,15 mm per visą stalo paviršių. Daugeliui tai tik detalė. Praktikoje tai skirtumas tarp pakartojamos konstrukcijos ir konstrukcijos, kuriai reikia korekcijų.

Kodėl kelių dešimtųjų milimetro skirtumas yra svarbus?
Mažos detalės atveju skirtumas gali būti nedidelis. Tačiau 2-3 metrų ilgio konstrukcijoje nedidelis nelygumas viename taške gali lemti kelių milimetrų nuokrypį kitame gale. Vienetinėje gamyboje tai reiškia papildomą laiką. Serijinėje gamyboje – realius finansinius nuostolius.
Todėl suvirinimo stalas negali būti tiesiog „pakankamai lygus“. Jis turi būti tikslus.
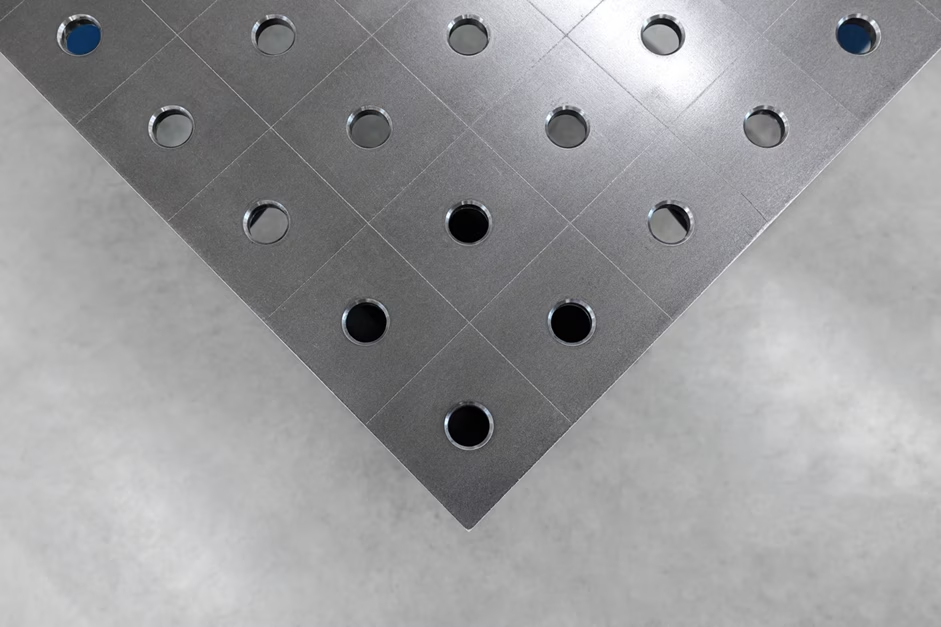
Sisteminės skylės - antrasis pagrindinis elementas
Antrasis elementas, turintis didžiulę įtaką konstrukcijos geometrijai, yra sisteminės skylės. Būtent jos leidžia tiksliai pozicionuoti įrankius, kaiščius ir spaustuvus. Jei skylės pagamintos nepakankamai tiksliai, įrankiai neveikia ašiniu principu. Atsiranda mikroposlinkiai, kurie, didėjant bazinių taškų skaičiui, pradeda sumuotis.
Tiksliai frezuotos ir nusklembtos skylės ⌀16 arba ⌀28 sistemose (50x50 mm, 100x100 mm arba įstrižiniame tinkle) garantuoja, kad kiekvienas elementas turės savo tikslią vietą. Tai tiesiogiai lemia gamybos pakartojamumą.
Stalo konstrukcijos standumas
Net ir idealiai lygus stalo paviršius nėra pakankamas, jei visa stalo konstrukcija deformuojasi esant apkrovai. Montuojant didesnius elementus, stipriai prispaudžiant spaustuvais arba esant didelei konstrukcijos masei, silpnesnis stalas gali nežymiai deformuotis. Dažnai to nesimato plika akimi, tačiau galutinis rezultatas yra juntamas.
Todėl taip svarbu tinkamas standinimas, stalviršio storis ir stabilūs kojų profiliai. Stalas turi būti pagrindas, kuris darbo metu nekeičia savo geometrijos.
Kodėl tai taip svarbu šiuolaikinėje gamyboje?
Šiuolaikinis suvirinimas jau nėra vien amatas – tai pakartojamas technologinis procesas. Konstrukcijos vis dažniau pereina į tolimesnius apdirbimo, robotizacijos ir serijinio surinkimo etapus. Jei pagrindas netikslus, kiekvienas kitas etapas kurs problemas. Todėl tikslumas prasideda ne nuo siūlės, o nuo stalo.
Geras suvirinimo stalas:
- išlaiko stabilų lygumą,
- garantuoja skylių sistemos tikslumą,
- užtikrina tinkamą laikomąją galią ir standumą,
- leidžia išlaikyti matmenų pakartojamumą.
Tikslumas prasideda nuo pagrindo
GPPH suvirinimo stalą laikome viso gamybos proceso pagrindu. Tai nėra darbo vietos priedas – tai svarbiausias jos elementas.
Jei konstrukcija neišeina tiesi, prieš keisdami suvirinimo technologiją, patikrinkite pagrindą. Kartais būtent ši viena detalė – stalo paviršiaus lygumas ir tikslumas – lemia, ar konstrukcija bus ideali, ar jai reikės korekcijų.
Nes suvirinime viskas prasideda nuo geometrijos. O geometrija prasideda nuo stalo.